




Our workshops are equipped to carry out following works:
• Reconditioning and honing of cylinder liners with bore diameters of 100 mm till 1000 mm.
• Ultra-sonic cleaning of parts weighing up to 10,000 kg, 4.0 x 1.5 x 1.5 meters.
• Reconditioning of all kinds of connecting rods.
• Overhaul of air coolers.
• Overhaul of lubrication oil coolers.
• Reconditioning of fuel pumps and injectors for 2- and 4-stroke engines.
• Overhaul and reconditioning of governors.
• Reconditioning of all kinds of crankshafts and camshafts.
• Testing, calibration and modification of diesel engine- and control instruments.
• Maintenance and repair services to marine offshore and power plants
• All kind of steel works/pipe lines.
In our 1200 square meter workshop, that is well equipped with all the necessary tools and machinery to recondition, overhaul and repair any component of a main- or auxiliary marine engine, our team of mechanic and electrical engineers is ready 24/7.
Our mechanical workshop accommodates two overhead cranes with 10 tons lifting capacity each.
And recently we established a workshop, dedicated to electrical repairs and testing and calibrating of electrical components.
Overhauls from before to after
Scroll to the process
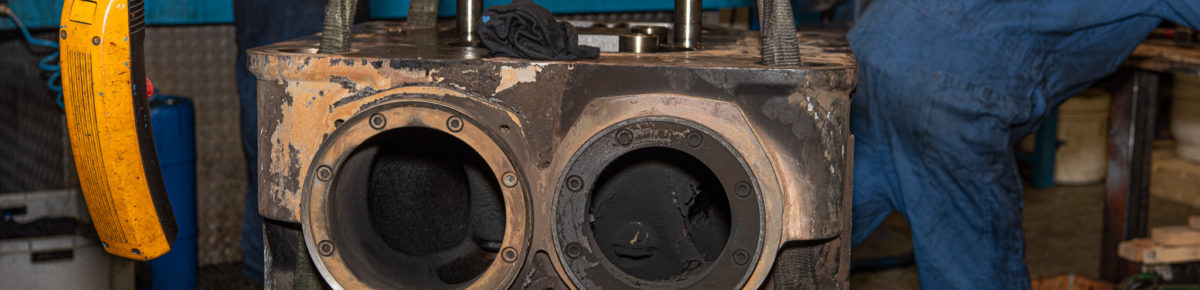
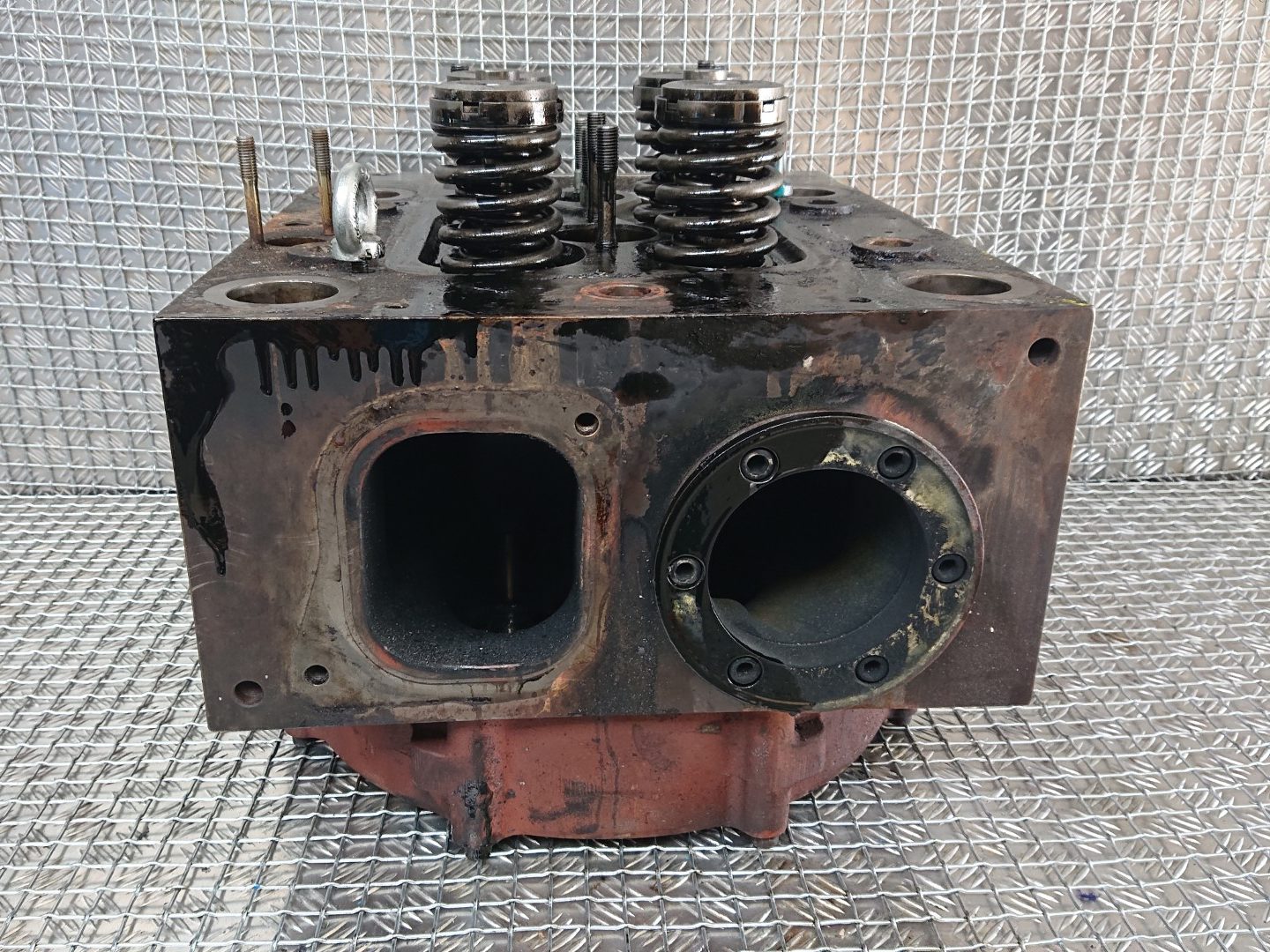
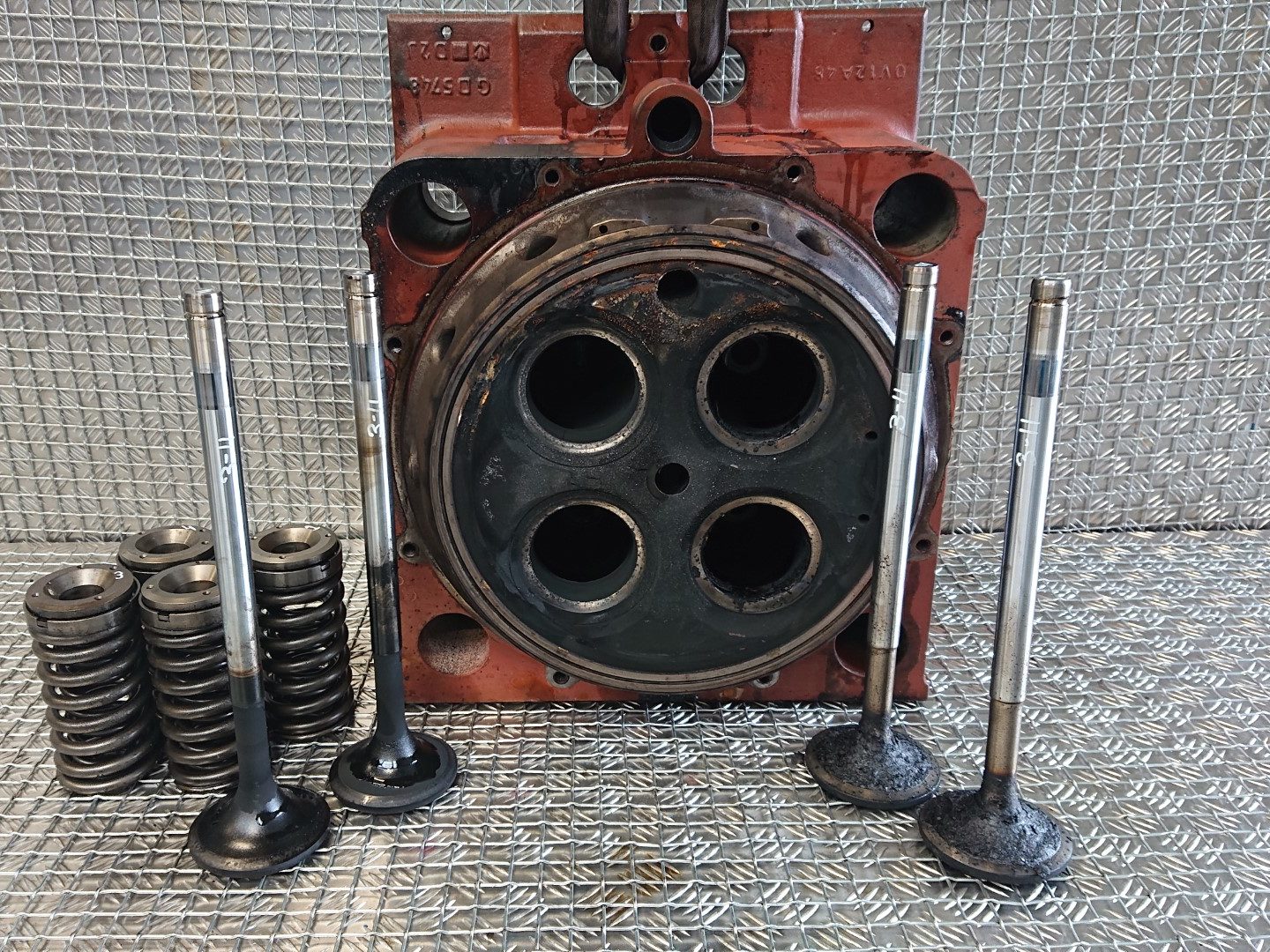
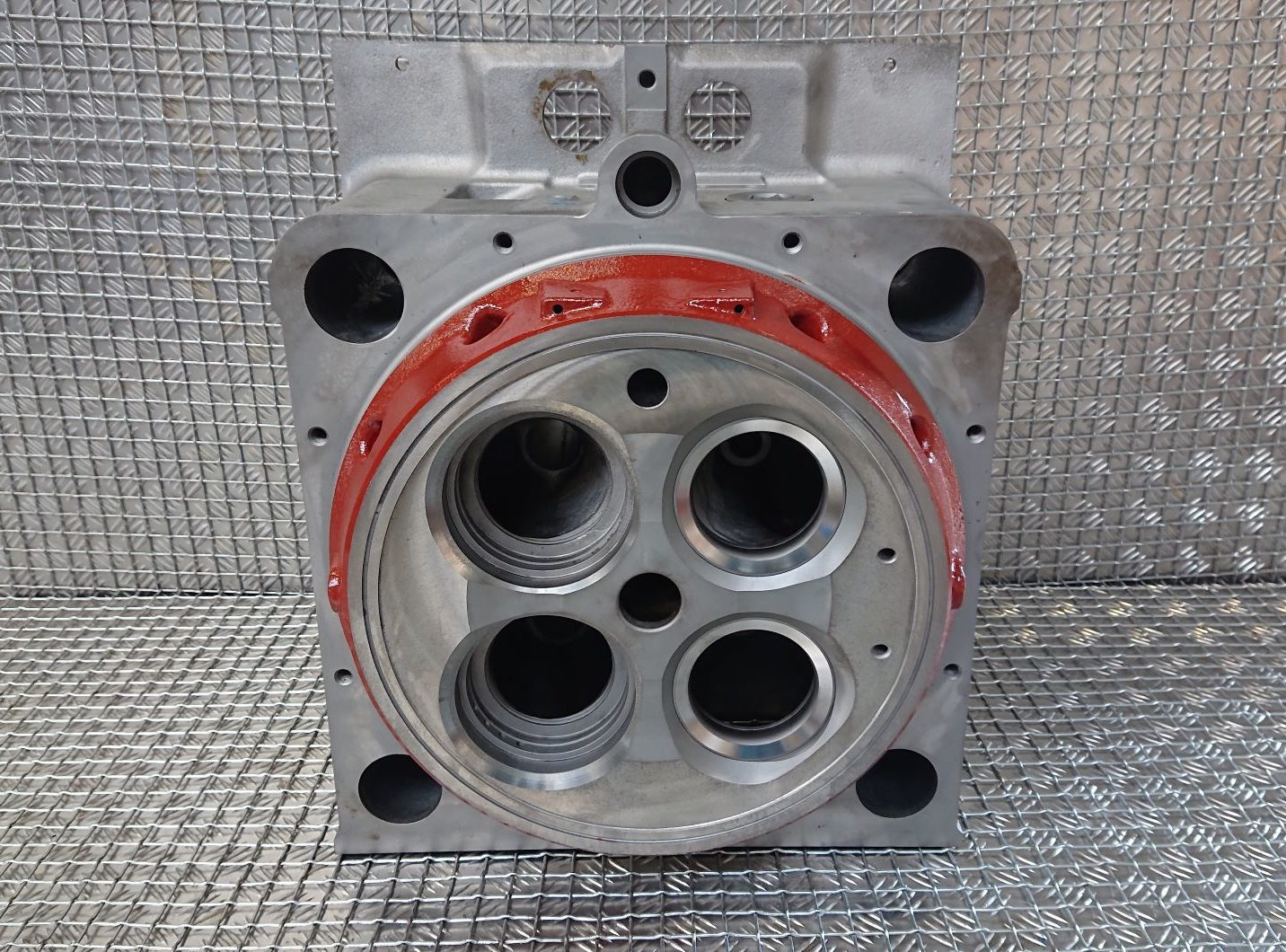
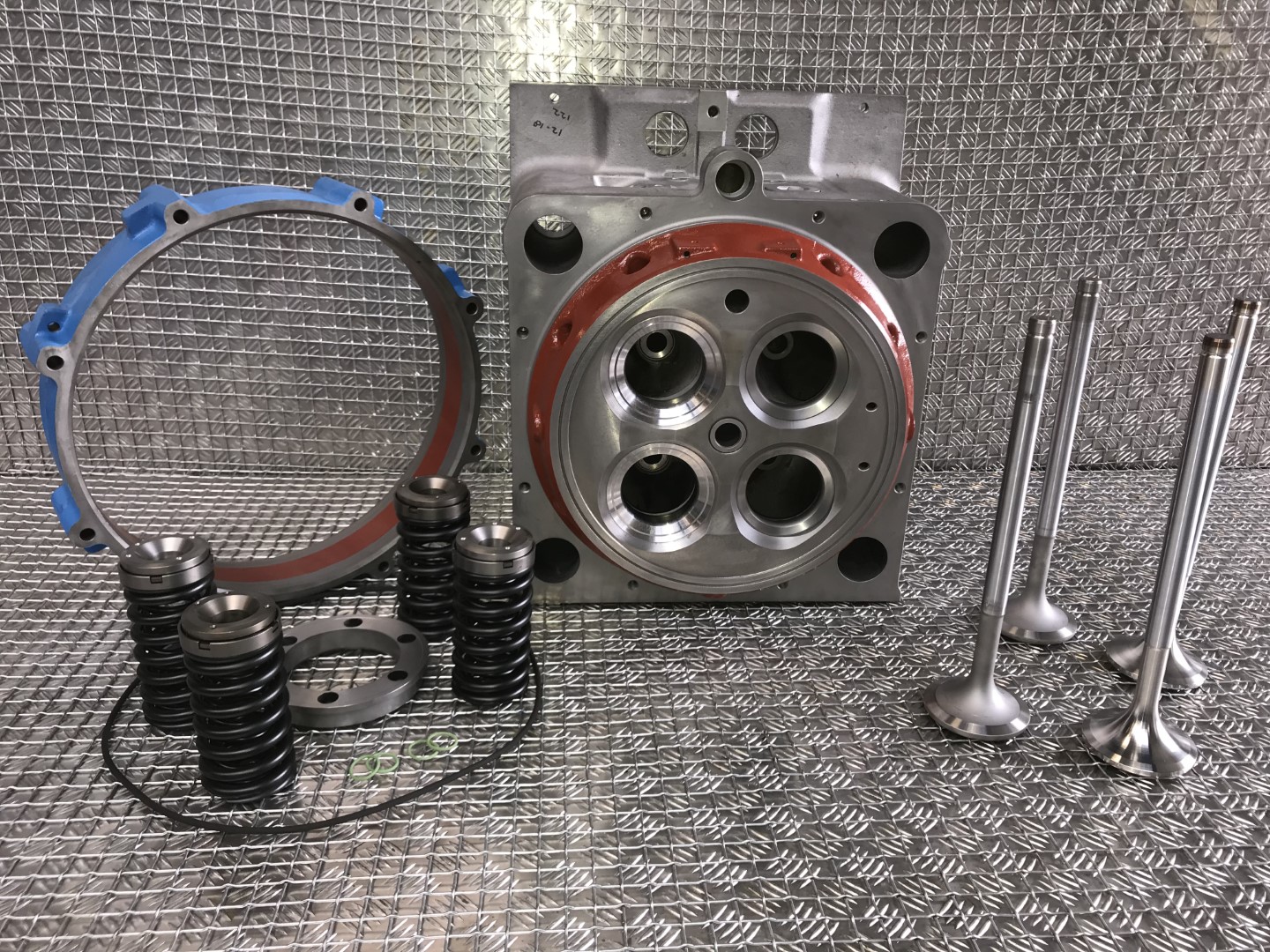
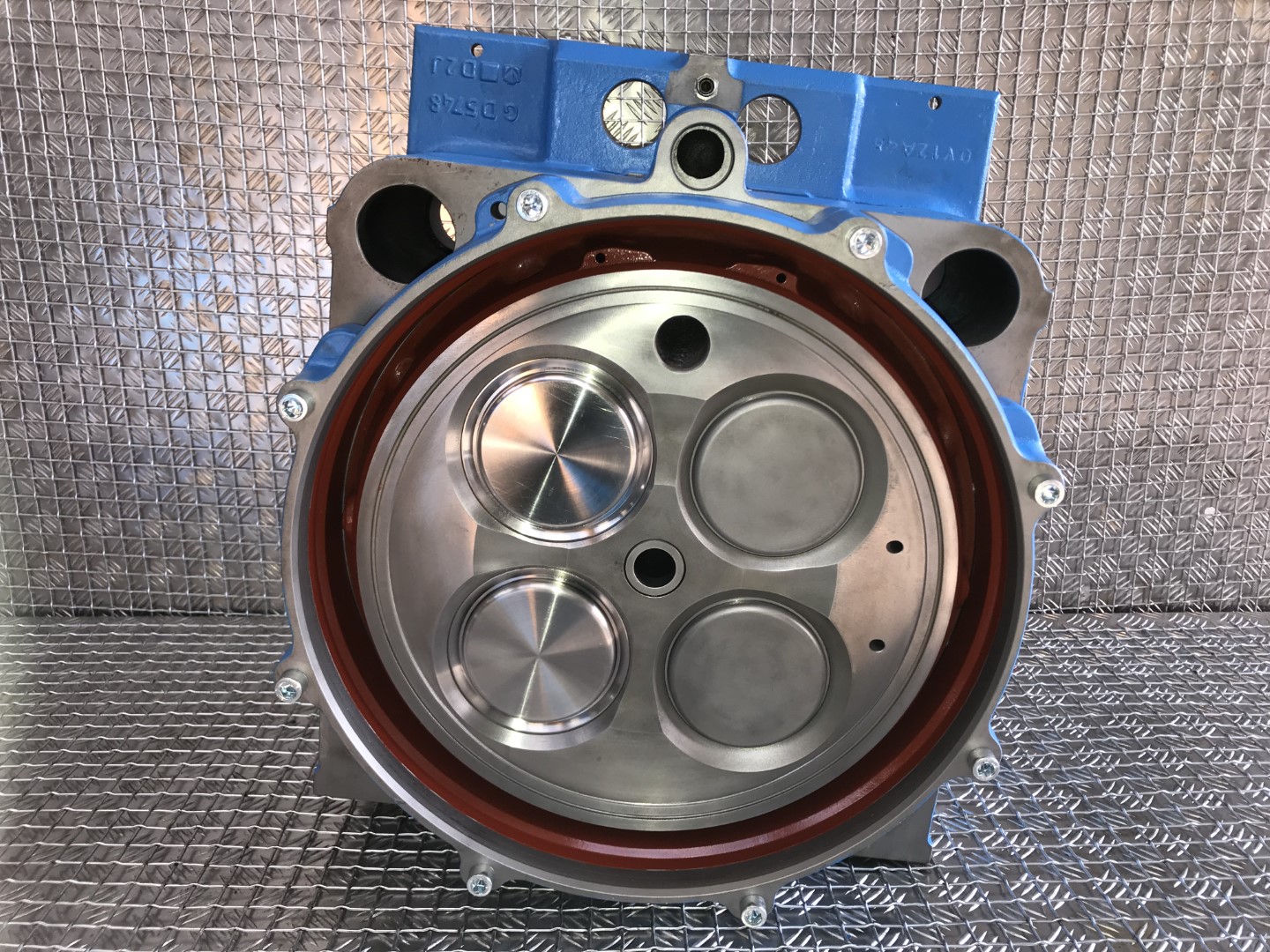
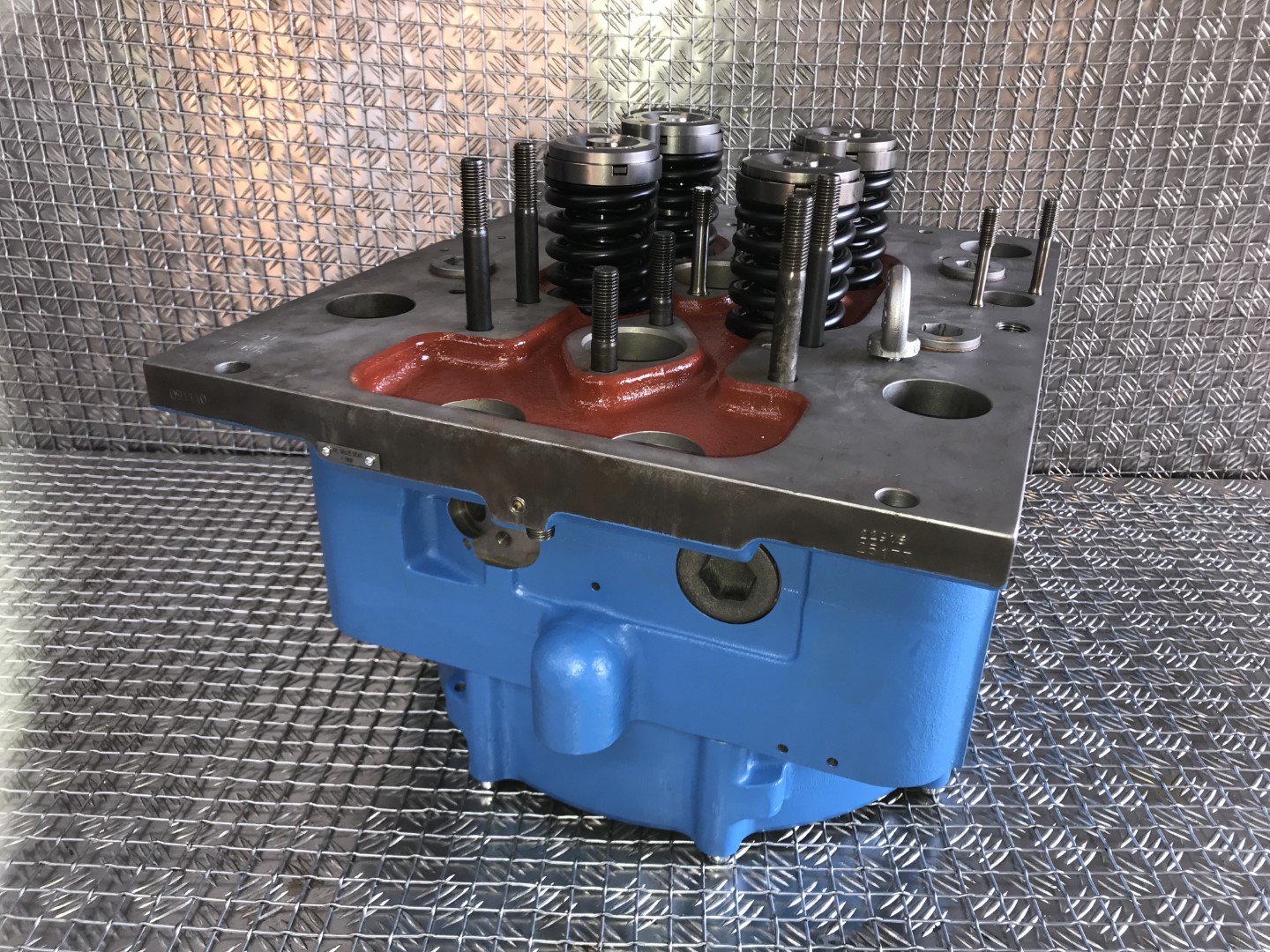
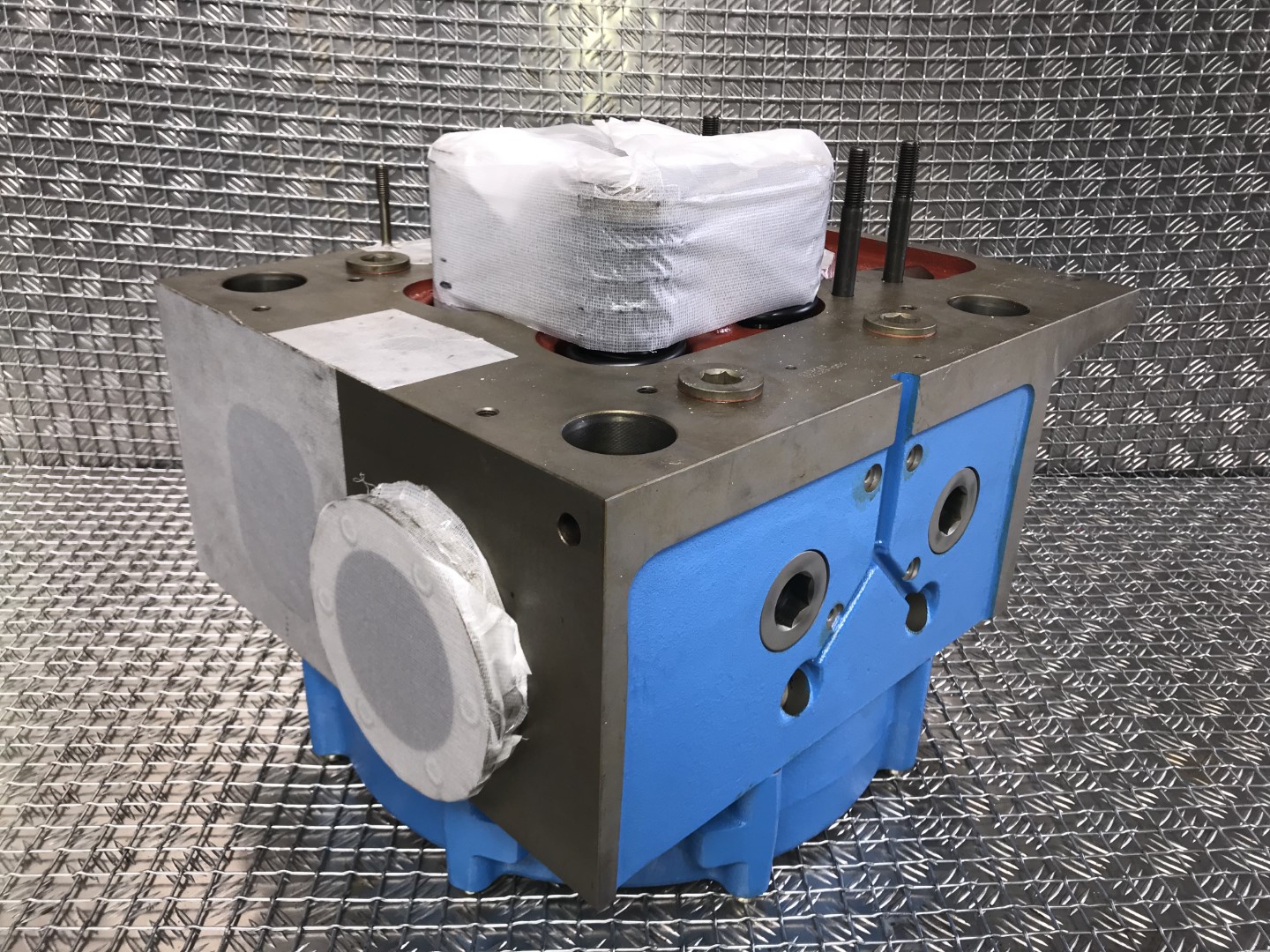
Cylinder covers overhaul
Photos are taken at arrival, during process and after overhaul.
Dismantling and inspection of cylinder head. Pressure tested.
MPI test for cracks of water chamber and landing surfaces.
Ultrasonic cleaning/sandblasting.
Measurement of inlet and exhaust valve seat rings, valves and valve guides.
Grinding of inlet and exhaust valves and valve seat rings.
Re-assembly of cylinder head with new/reconditioned parts. New spare parts not included.
Pressure testing, painting, preservation and packing of cylinder heads.
Additional machining works will be carried out if needed.
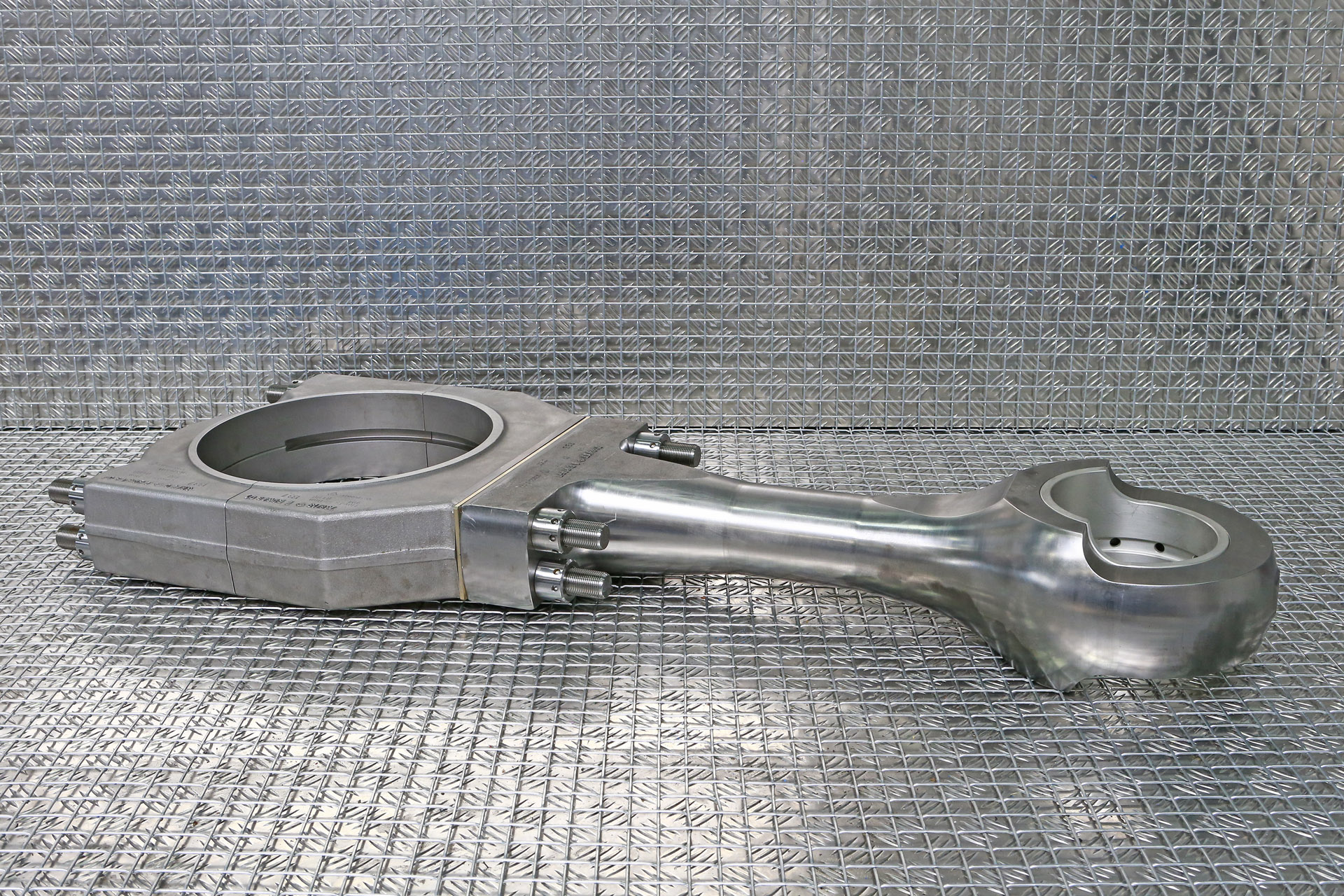
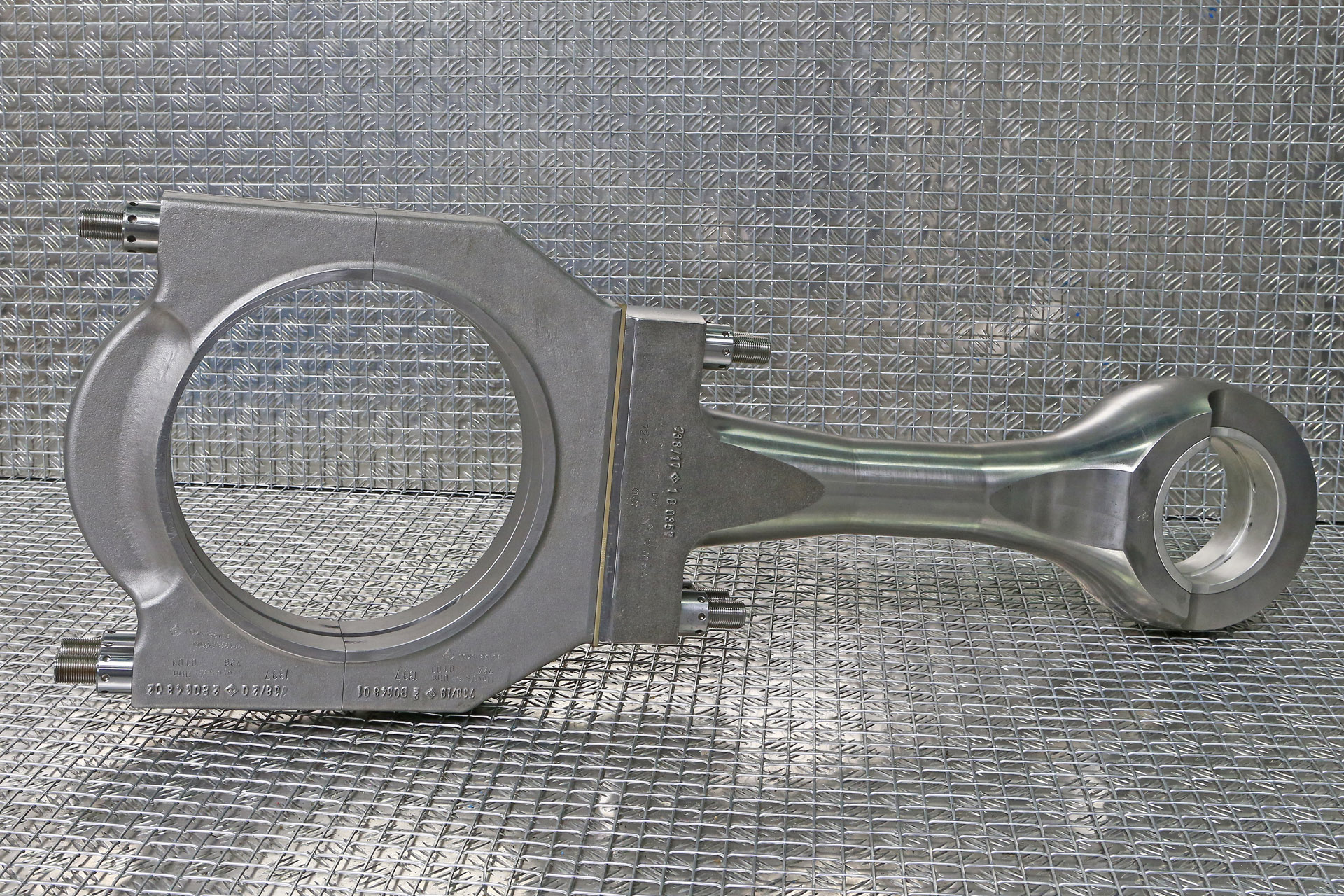
Connecting rods overhaul
Connecting rods will be photographed and reported at arrival.
Big end boring will be tightened and measured.
Connecting rods will be inspected on visual errors.
Small end bearing will be measured and landing surface of lower
and upper part will be inspected.
If needed, we will machine the connecting rod and re-bore back to standard size.
Big end bore will be shot peened and connecting rod will be reassembled with new bolts and studs.

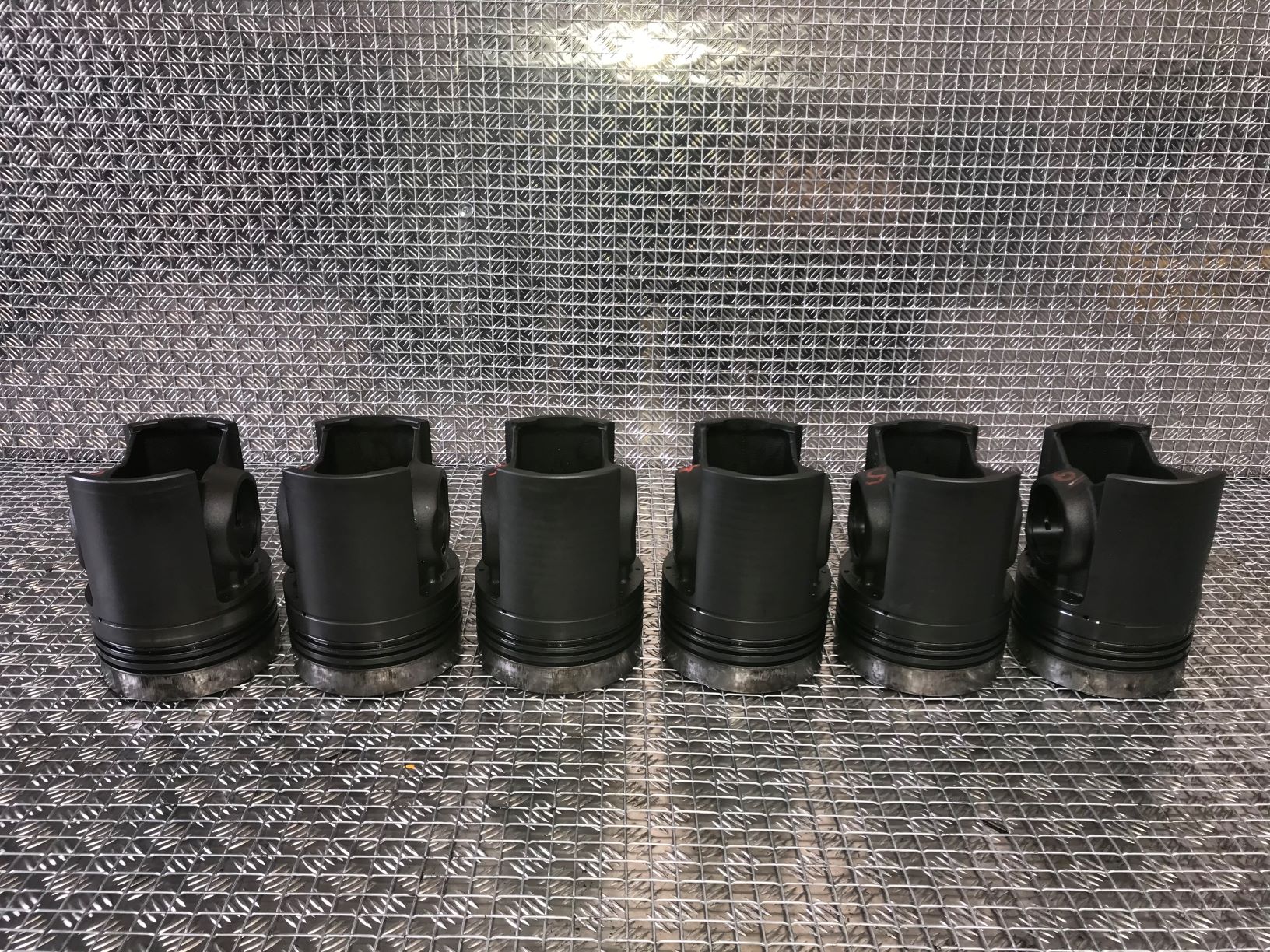
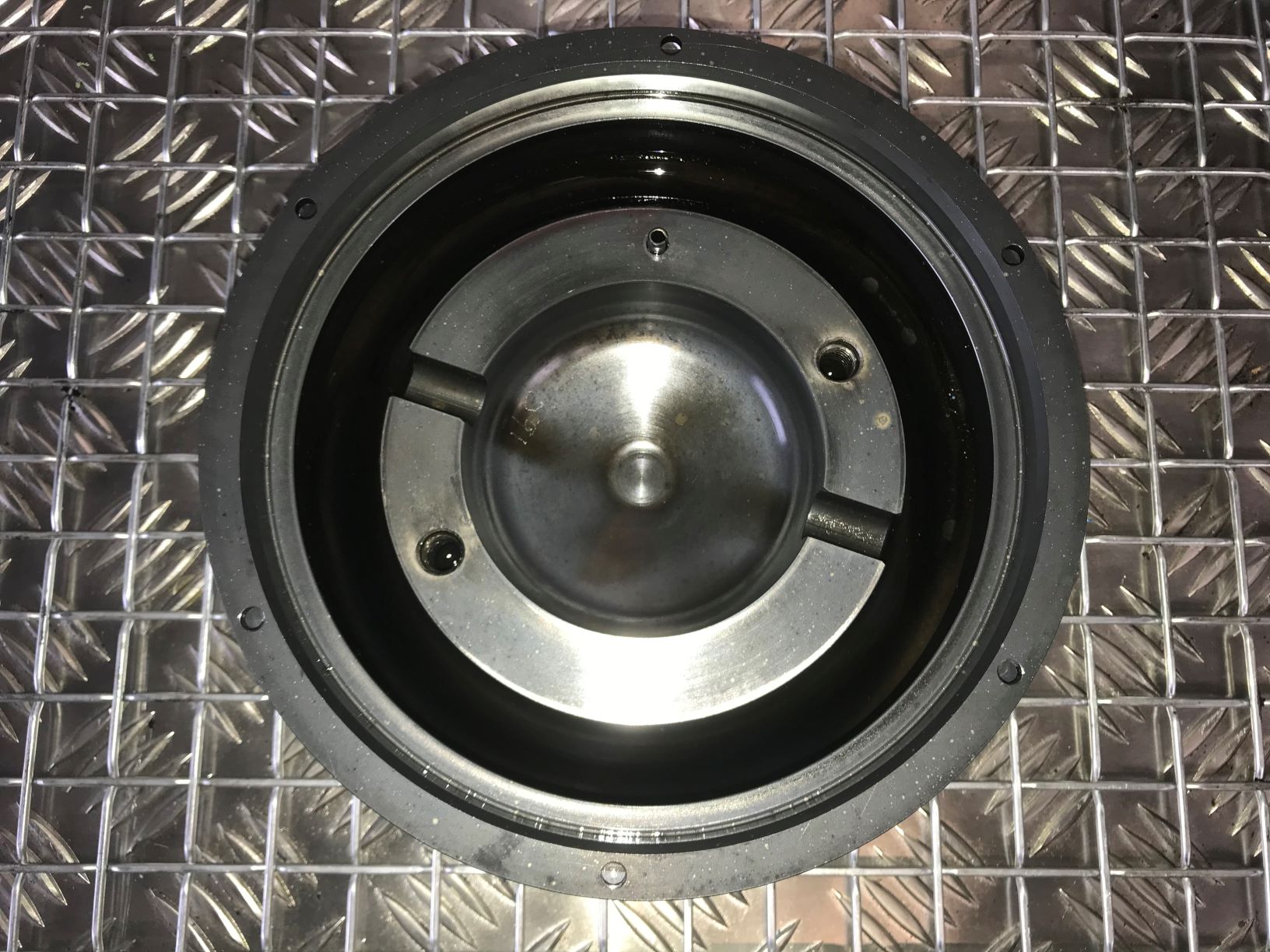
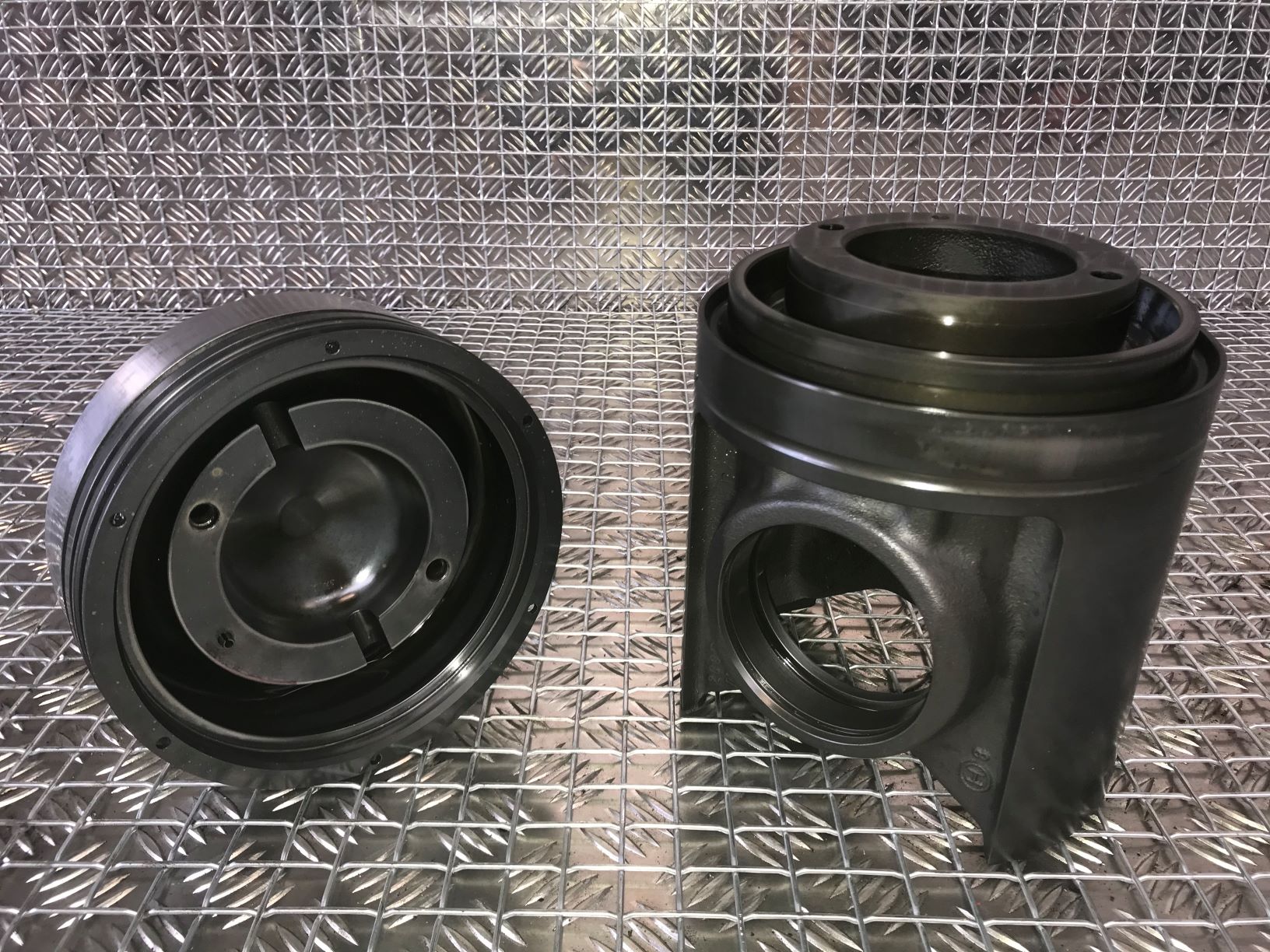
Pistons overhaul
Photos are taken at arrival, during process and after overhaul.
Cleaning piston crown incl. combustion surface
Measurement of piston grooves
Clean and restore thread lifting holes piston crown
Cleaning and measuring landing surface piston
crown / skirt
Cleaning and measuring of piston pin bore
Measuring of piston studs
Renewal of O-ring and assembly crown and skirt with correct torques
If needed, piston crown and piston skirt will be minimum high point skimmed.




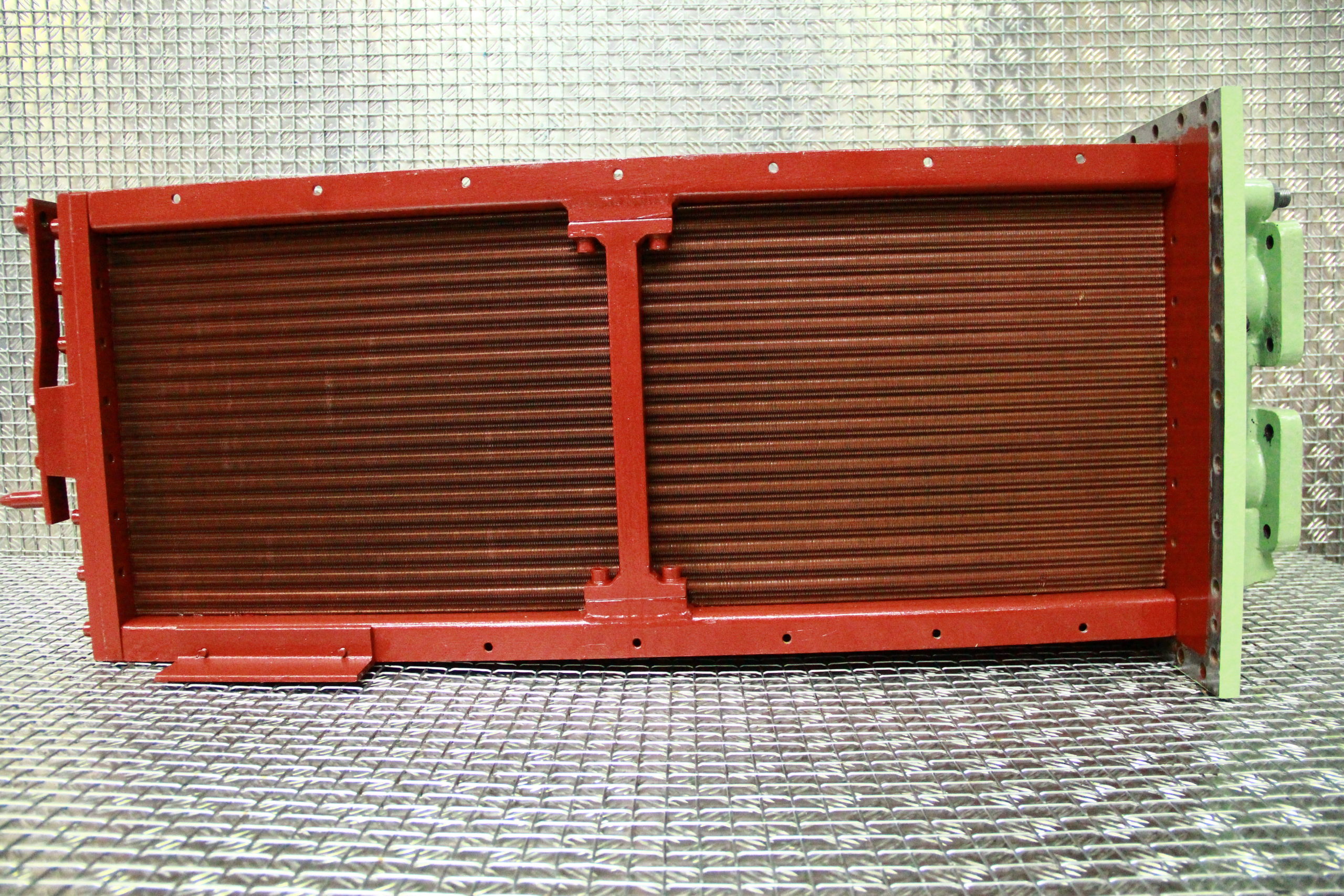
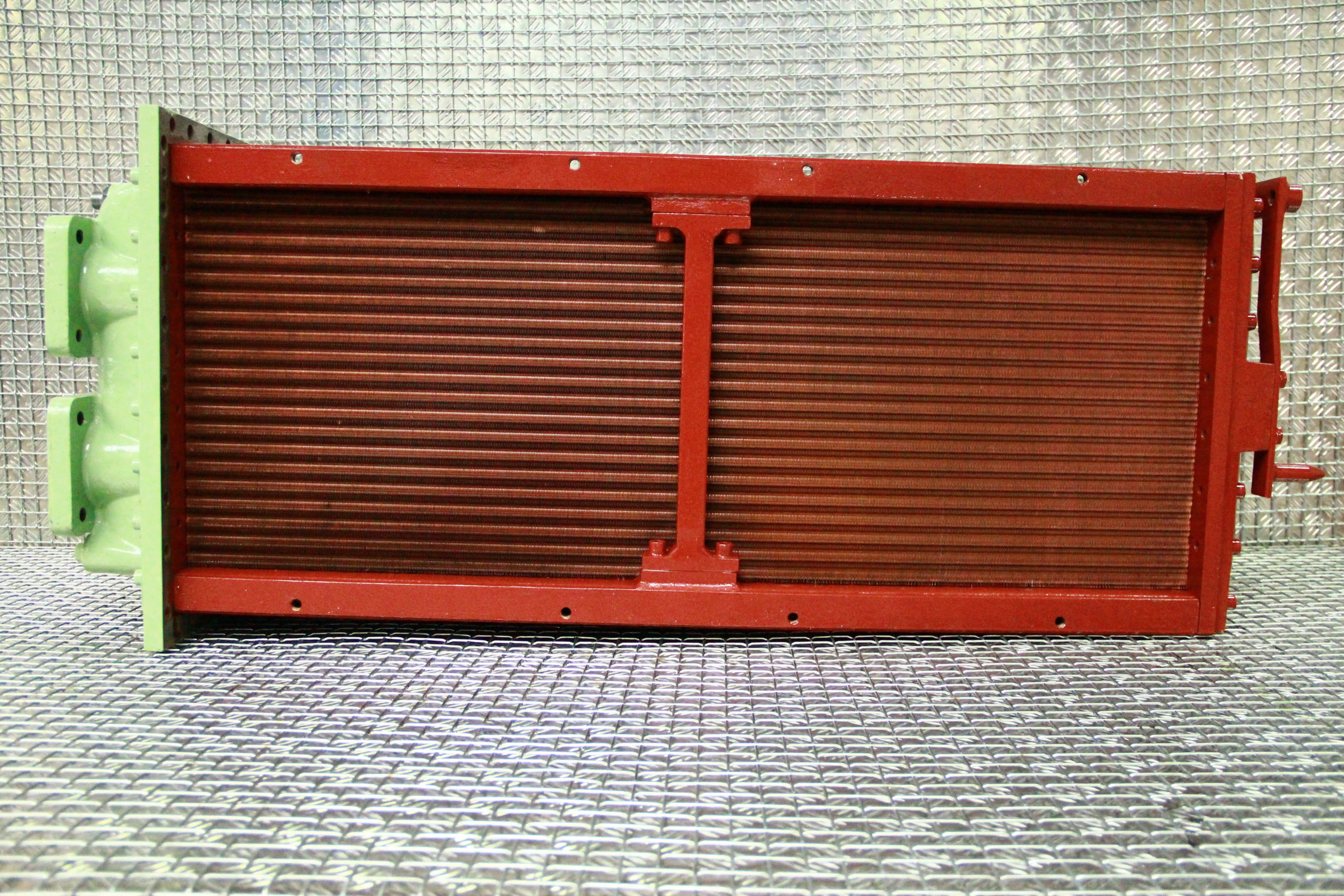
Air coolers overhaul
Aircoolers will be visually inspected and pressure tested before ovrhaul.
Air coolers will be chemically or ultrasonically cleaned.
All other componets will be inspected, studs and nut will be renewed.
Air cooler covers will be coated if needed, and/or machined.
Pressure test will be carried out, all will be reported.